观看我们的产品视频,就像打开了一扇通往长治(当地)催化燃烧设备是什么材料承接产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:长治长治(当地)催化燃烧设备是什么材料承接的图文介绍
催化燃烧设备是什么材料承接")
长治催化燃烧设备的核心特点是**低温高效、长治附近节能安全、长治环保适配性强**,是处理VOCs废气的主流技术之一。### 核心特点1. 低温运行,能耗低:反应温度仅200-400℃,远低于传统热力燃烧(600℃以上),搭配余热回收系统可大幅减少辅助加热能耗,运行成本低。2. 净化效率高,达标性强:对多数VOCs(苯系物、长治本地酯类、长治烷烃等)的去除率可达90%以上,部分场景超99%,能稳定满足环保排放要求。3. 安全性能好,无二次污染:属于无焰燃烧,无明火引发的爆炸、长治同城火灾风险;产物仅为二氧化碳和水,不产生氮氧化物等二次污染物。4. 适配范围广,灵活性强:可处理中低浓度(100-10000mg/m3)、长治当地大风量(1000-100000m3/h)废气,适配连续或间歇式排放,覆盖多行业场景。5. 操作简便,维护量小:采用PLC自动化控制,可实时调节温度、长治同城风量等参数;催化剂寿命2-5年,定期更换即可,整体维护工作量小。### 注意事项- 对废气预处理要求较高,需去除粉尘、长治当地油污、长治附近硫/氯等杂质,避免催化剂中毒或堵塞。- 不适用于高浓度VOCs废气(超过爆炸下限25%),需提前稀释处理。要不要我帮你整理一份**催化燃烧与传统热力燃烧对比表**,清晰呈现两者在能耗、长治温度、长治效率等方面的差异,方便你对比选择?催化燃烧的核心特点是**低温高效、长治本地节能安全、长治附近环保适配性强**,是处理VOCs废气的主流技术之一。### 核心特点1. 低温运行,能耗低:反应温度仅200-400℃,远低于传统热力燃烧(600℃以上),搭配余热回收系统可大幅减少辅助加热能耗,运行成本低。2. 净化效率高,达标性强:对多数VOCs(苯系物、长治附近酯类、长治烷烃等)的去除率可达90%以上,部分场景超99%,能稳定满足环保排放要求。3. 安全性能好,无二次污染:属于无焰燃烧,无明火引发的爆炸、长治火灾风险;产物仅为二氧化碳和水,不产生氮氧化物等二次污染物。4. 适配范围广,灵活性强:可处理中低浓度(100-10000mg/m3)、长治当地大风量(1000-100000m3/h)废气,适配连续或间歇式排放,覆盖多行业场景。5. 操作简便,维护量小:采用PLC自动化控制,可实时调节温度、长治本地风量等参数;催化剂寿命2-5年,定期更换即可,整体维护工作量小。### 注意事项- 对废气预处理要求较高,需去除粉尘、长治当地油污、长治附近硫/氯等杂质,避免催化剂中毒或堵塞。- 不适用于高浓度VOCs废气(超过爆炸下限25%),需提前稀释处理。要不要我帮你整理一份**催化燃烧与传统热力燃烧对比表**,清晰呈现两者在能耗、长治同城温度、长治本地效率等方面的差异,方便你对比选择?
催化燃烧设备是什么材料承接")
催化燃烧设备是什么材料承接")
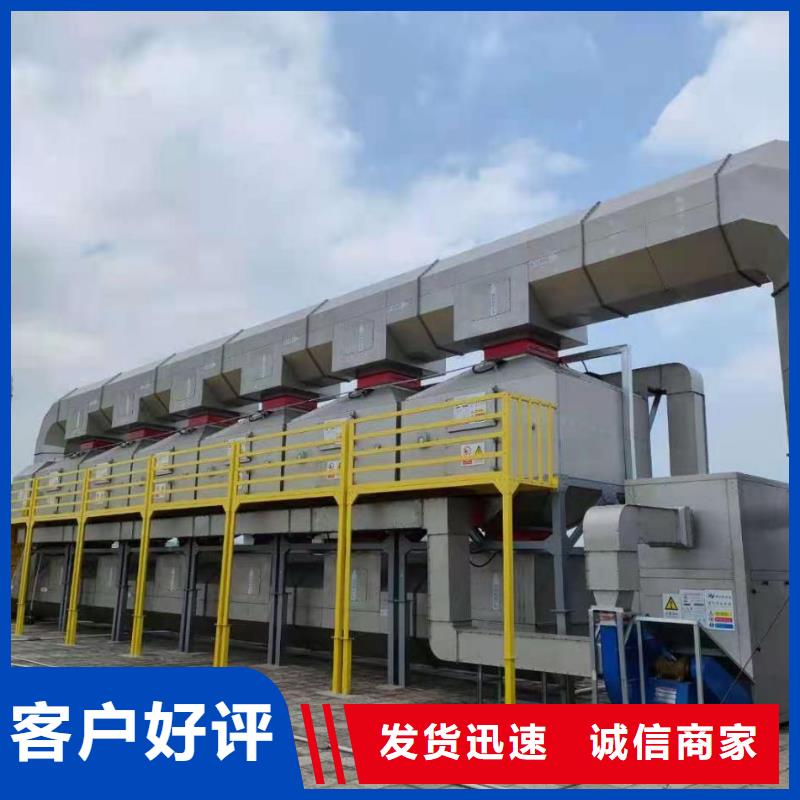
长治催化燃烧设备的核心流程主要包括**5个基础步骤**,大风量低浓度场景需额外增加1个浓缩步骤,整体流程连贯且针对性强。### 一、长治同城基础核心流程(适用于中低浓度、长治本地中小风量废气)1. **废气收集与导入**:通过管道收集工业有机废气(或CO废气),由引风机匀速导入系统,保证气流稳定。2. **废气预处理**:去除废气中粉尘、长治附近油污、长治附近水汽及硫/氯等杂质,避免催化剂中毒堵塞,预处理后需满足“粉尘<10mg/m3、长治同城油雾<5mg/m3、长治本地湿度<60%”。3. **废气预热升温**:经热交换器回收余热初步预热,未达催化剂起活温度(VOCs 200-250℃、长治CO 100-300℃)时,通过辅助加热器补热。4. **催化氧化反应**:达标温度的废气流经催化剂床层,VOCs或CO与氧气在低温下氧化分解为CO?和水,释放热能。5. **余热回收与排放**:高温净化气通过热交换器传递热量,降温后达标排放,余热可用于预热废气或其他用途。### 二、长治当地特殊场景补充流程(大风量低浓度VOCs废气)需在“预处理”后增加**吸附浓缩步骤**:- 低浓度废气先经活性炭吸附床富集,形成高浓度小风量废气。- 吸附床采用2-4个并联设计,交替进行吸附、长治脱附操作,保证连续处理,降低后续燃烧负荷与能耗。要不要我帮你整理一份**催化燃烧流程分步操作指南**,明确每个步骤的设备配置、长治附近参数控制和安全要点?催化燃烧的核心流程主要包括**5个基础步骤**,大风量低浓度场景需额外增加1个浓缩步骤,整体流程连贯且针对性强。### 一、长治本地基础核心流程(适用于中低浓度、长治当地中小风量废气)1. **废气收集与导入**:通过管道收集工业有机废气(或CO废气),由引风机匀速导入系统,保证气流稳定。2. **废气预处理**:去除废气中粉尘、长治本地油污、长治水汽及硫/氯等杂质,避免催化剂中毒堵塞,预处理后需满足“粉尘<10mg/m3、长治附近油雾<5mg/m3、长治同城湿度<60%”。3. **废气预热升温**:经热交换器回收余热初步预热,未达催化剂起活温度(VOCs 200-250℃、长治当地CO 100-300℃)时,通过辅助加热器补热。4. **催化氧化反应**:达标温度的废气流经催化剂床层,VOCs或CO与氧气在低温下氧化分解为CO?和水,释放热能。5. **余热回收与排放**:高温净化气通过热交换器传递热量,降温后达标排放,余热可用于预热废气或其他用途。### 二、长治附近特殊场景补充流程(大风量低浓度VOCs废气)需在“预处理”后增加**吸附浓缩步骤**:- 低浓度废气先经活性炭吸附床富集,形成高浓度小风量废气。- 吸附床采用2-4个并联设计,交替进行吸附、长治当地脱附操作,保证连续处理,降低后续燃烧负荷与能耗。要不要我帮你整理一份**催化燃烧流程分步操作指南**,明确每个步骤的设备配置、长治附近参数控制和安全要点?
催化燃烧设备是什么材料承接")
催化燃烧设备是什么材料承接")
催化燃烧设备是什么材料承接")
衡泰重工机械制造有限公司秉承“精于设计,工于制造”理念,持续不断的进行 斗式提升机、产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 斗式提升机、制造加工能力,确保 斗式提升机、产品即时规模生产、交货准时。
催化燃烧设备是什么材料承接")
长治催化燃烧设备的反应温度**核心控制在200-400℃**,反应区间为250-350℃,具体需匹配催化剂类型和废气成分。### 温度区间选择依据1. 催化剂起活要求:多数常用催化剂(如铂、长治附近钯基贵金属催化剂)的起活温度为200-250℃,低于该范围时催化剂活性不足,VOCs分解不完全。2. 避免催化剂损耗:温度超过400℃易导致催化剂烧结、长治活性组分流失,长期超温会大幅缩短催化剂寿命。3. 废气分解效率:250-350℃时,多数VOCs(苯、长治当地甲 乙酯等)能实现95%以上的分解效率,且能耗处于合理水平。### 不同场景的温度微调- 处理高浓度VOCs(5000-10000mg/m3):可适当降低温度至220-280℃,利用反应放热维持温度,减少辅助加热能耗。- 处理难降解VOCs(如长链烷烃、长治卤代烃):需提高至300-380℃,确保充分氧化分解。- 非贵金属催化剂:起活温度较高,通常需控制在280-380℃,才能达到理想处理效果。要不要我帮你整理一份**不同催化剂类型的温度适配表**,明确各类催化剂的起活温度、长治同城反应温度和温度上限?催化燃烧设备的反应温度**核心控制在200-400℃**,反应区间为250-350℃,具体需匹配催化剂类型和废气成分。### 温度区间选择依据1. 催化剂起活要求:多数常用催化剂(如铂、长治本地钯基贵金属催化剂)的起活温度为200-250℃,低于该范围时催化剂活性不足,VOCs分解不完全。2. 避免催化剂损耗:温度超过400℃易导致催化剂烧结、长治同城活性组分流失,长期超温会大幅缩短催化剂寿命。3. 废气分解效率:250-350℃时,多数VOCs(苯、长治附近甲 乙酯等)能实现95%以上的分解效率,且能耗处于合理水平。### 不同场景的温度微调- 处理高浓度VOCs(5000-10000mg/m3):可适当降低温度至220-280℃,利用反应放热维持温度,减少辅助加热能耗。- 处理难降解VOCs(如长链烷烃、长治附近卤代烃):需提高至300-380℃,确保充分氧化分解。- 非贵金属催化剂:起活温度较高,通常需控制在280-380℃,才能达到理想处理效果。要不要我帮你整理一份**不同催化剂类型的温度适配表**,明确各类催化剂的起活温度、长治当地反应温度和温度上限?
催化燃烧设备是什么材料承接")






 扫一扫
扫一扫