




 扫一扫
扫一扫
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
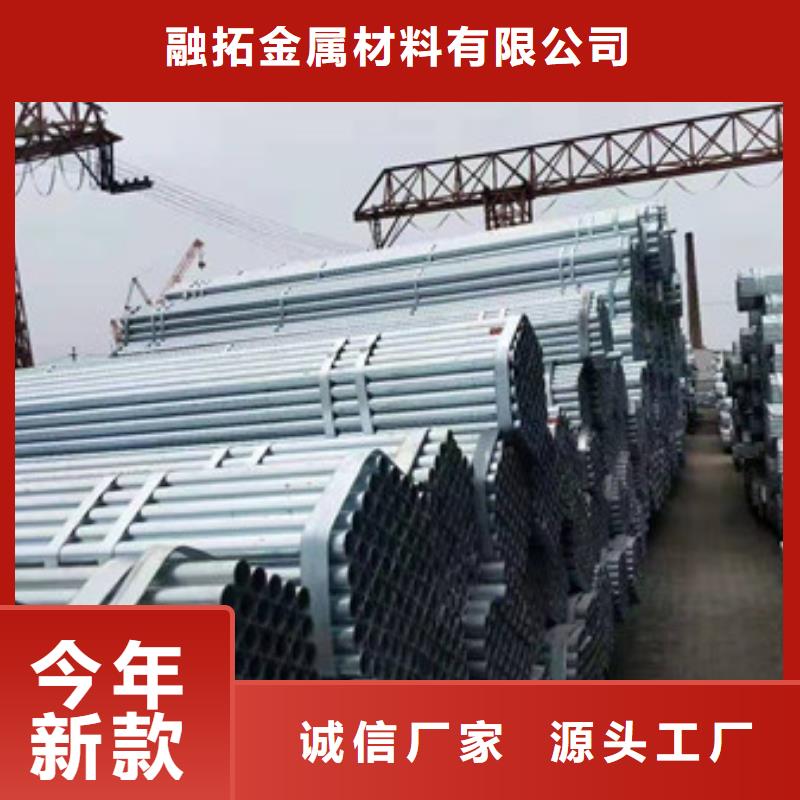
热镀锌钢管:是在使用钢板或者是钢带卷曲成型后焊接制成的方管,并在这种方管的基础上将方管置于热镀锌池中经过一系列化学反响后又形成的一种方管。热镀锌钢管的生产工艺较为简单,且生产效率是很高的,品种规格也多,这种方管所需要的设备和资金很少,适合小型热镀锌钢管厂家的生产。但是从强度上来说这种钢管的强度是远远低于无缝方管的。
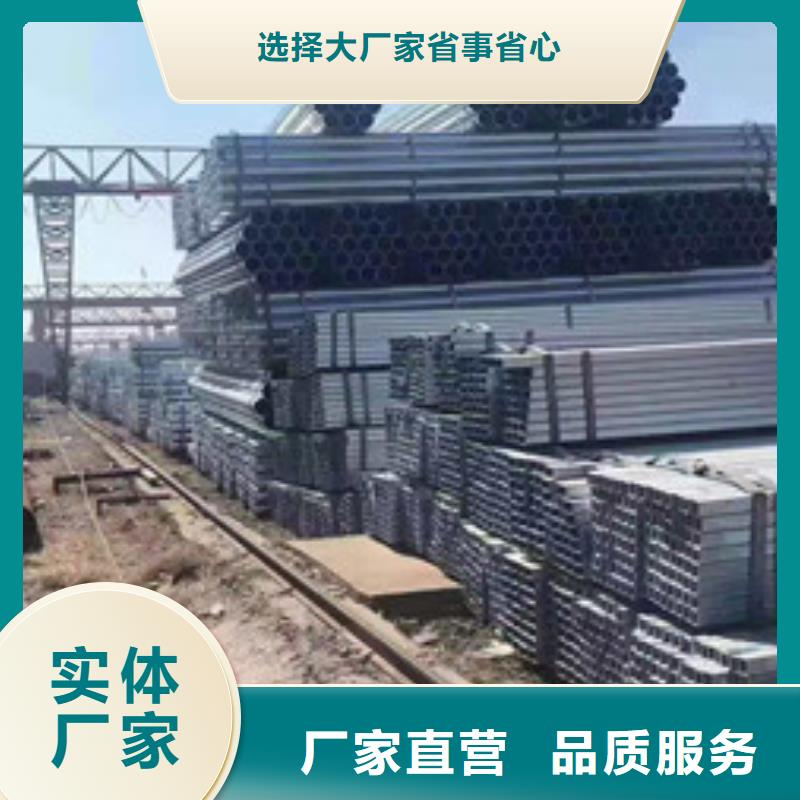
储藏镀锌管有哪些要求?
现在,人们对于镀锌管的应用还是比较广泛的,这种产品在生产出来后,如果暂时不被使用,那么它就会直接进入到储藏阶段,而在对镀锌管进行储藏的时候,有哪些需要注意的事项呢?
1、镀锌管是一种实用性很高的材料,所以说我们在对它进行储藏的时候一定要保证它的完整性,如果我们选择的环境存在着一些比较坚硬的物质,那么要立刻对它们进行清理,以保证这些坚硬的物质不会对镀锌管造成摩擦和磕碰。
2、通风干燥的地方对于镀锌管的存放非常有利,相反的那些潮湿的地方对于镀锌管的存放是很不利的,因为镀锌管在这样的环境中很容易生锈。
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
融拓金属材料有限公司始终紧盯 20A无缝钢管、产品发展趋势,不断进行技术革新改造和新产品的研发,使公司在 20A无缝钢管、领域积累了丰富的经验,研发制造能力始终处于行业水准之上。公司技术力量雄厚,建立了高素质、高效率、经验丰富的研发团队和管理人才,具有成熟的销售网络、完善的售后服务体系。公司秉承“服务尽善尽美,技术精益求精”的经营理念,得到了广大客户及同行业朋友的一致认可与好评。
吉隆(本地)镀锌管-DN100镀锌钢管生产厂家
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有的要进行有效渗铝处理。
老房子大部分是用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的健康。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从二000年起禁用镀锌管,目前新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。
镀锌管-DN100镀锌钢管生产厂家")
技术支持:cnwbgg.com